〒358-0046
埼玉県入間市南峯209-15
TEL / FAX 04-2936-2765
MAIL [email protected]
― Welding works ―

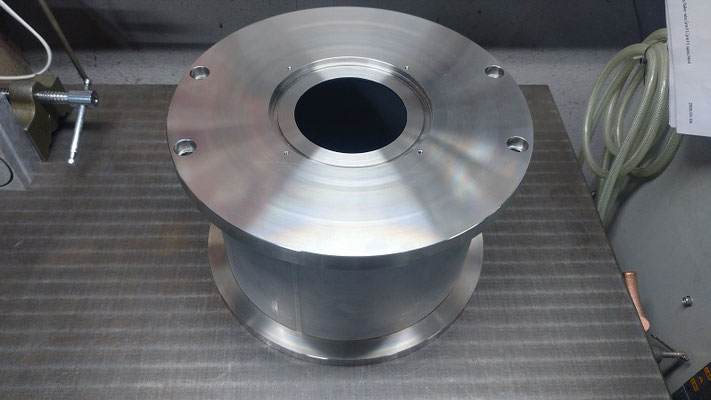
機械加工業の方から溶接のみの依頼で、真空機器の水冷部品の溶接です。溶接で蓋をした中側が水路になっています。

小さい配管部品の全周溶接です。
パイプの板厚も薄いので入熱に注意して溶接します。

取引先工場での製作です。依頼図面から展開し、材料取り、加工、溶接組み立てまで行いました。

0.5mmの板を蛇腹になるように中→外→中→外の順に一枚ずつ足しながら30枚以上溶接していきます。溶接の修正と途中の検査が不可能なので100%の確実な溶接が必要でした。

取引先工場での製作です。依頼図面から展開、材料取り、加工、溶接組み立てまで行いました。展開ソフトやタレパン等のNCの関係は使っていません。この後溶接焼け取りをして完成です。

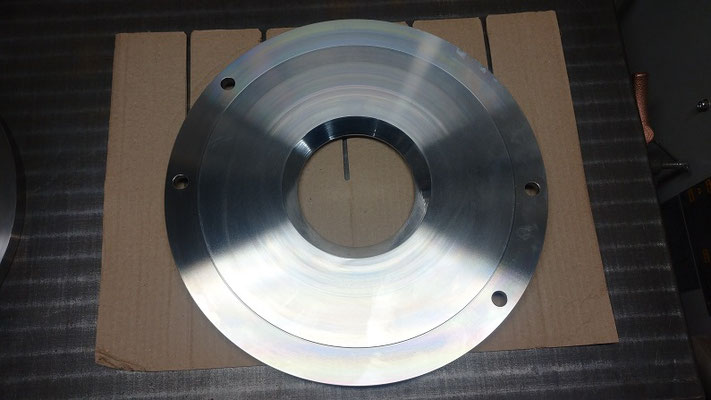
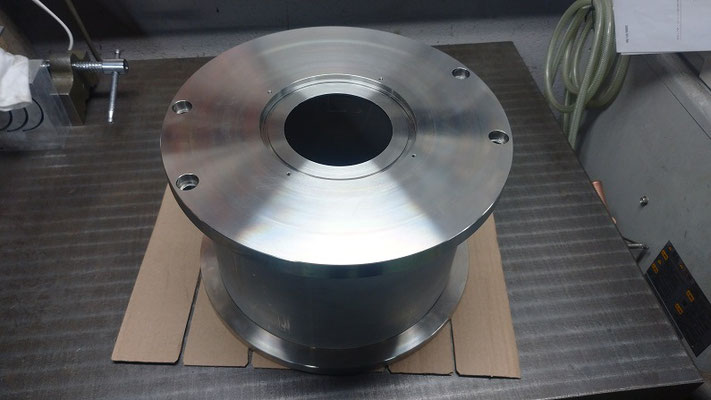
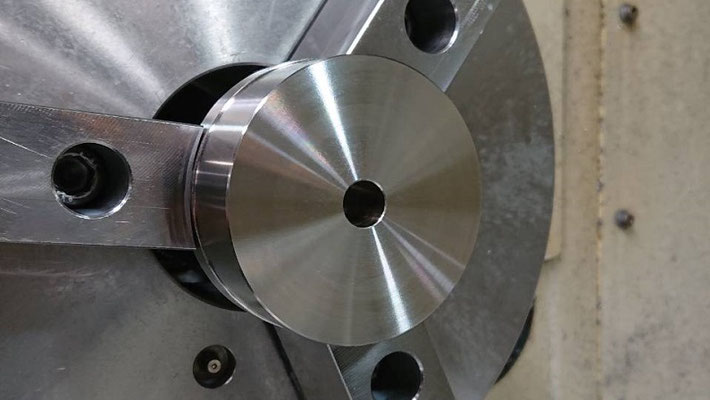
溶接後に機械加工で表面を削られてしまうため、表面欠陥(アンダーカット)や内部欠陥(ブローホール)等はもちろん、歪みも最小限に抑え、深い溶け込みも必須の厳しい条件の溶接でした。
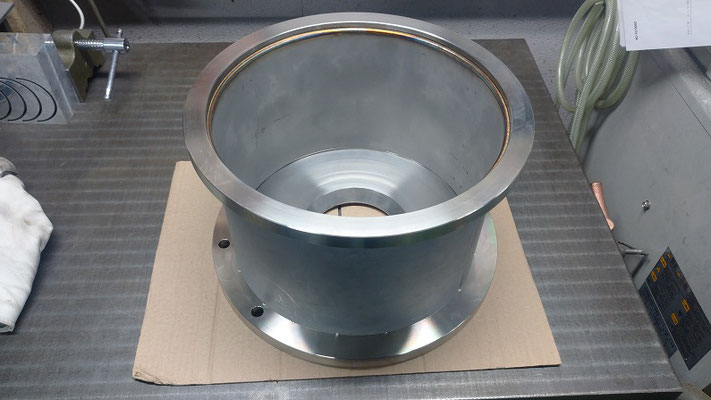
真空機器関連や水冷部品、配管部品などが多いので製品の材質はステンレスの物が殆どです。
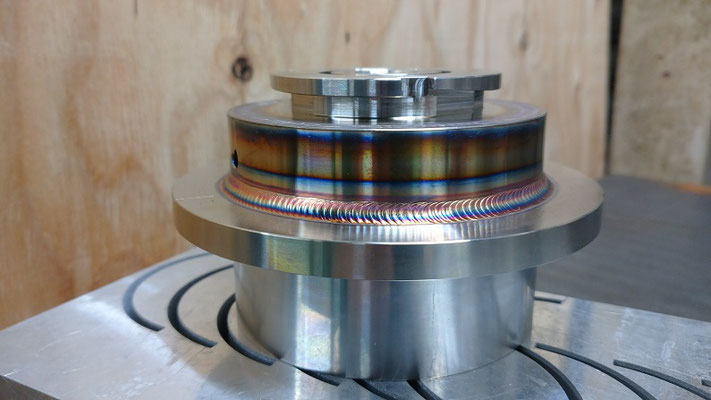
ステンレスの製品は溶接後に酸洗による焼け取りを行っていますが、焼け取り後の写真が少ないのは溶接による入熱やビードの状態をごまかさずに閲覧して頂く為です。石田精密溶接の技術力の高さは写真を拡大してもご納得いただけると思います。







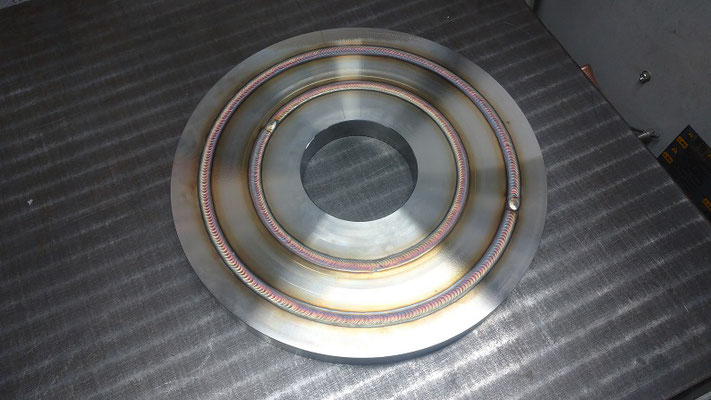
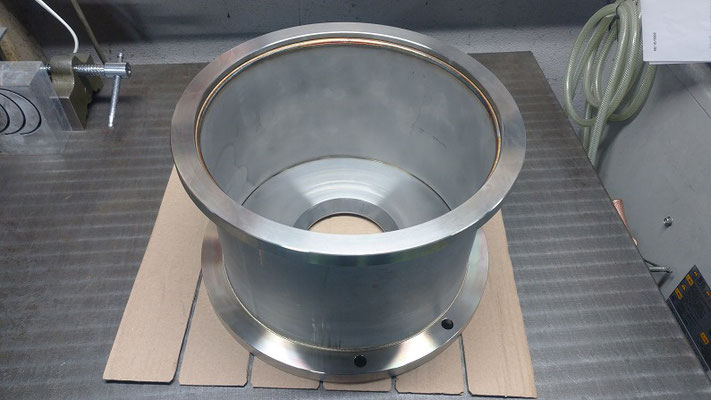
溶接後に旋盤で平らになるまで削られてしまうため、適切な開先加工をした上で更に溶け込みが深くなるように溶接します。旋盤加工によりビードが完全に無くなった後も気密性が保たれています。

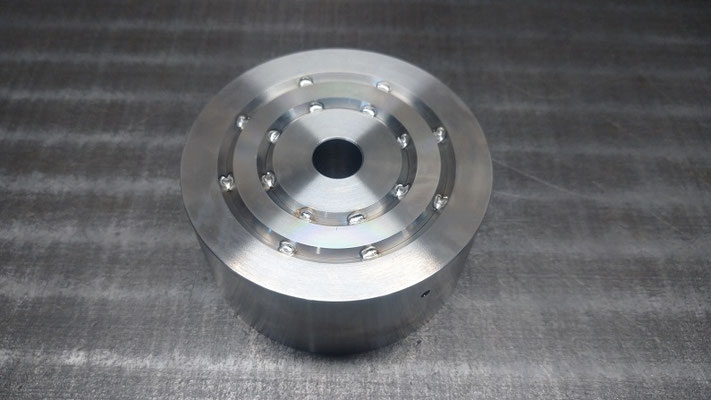


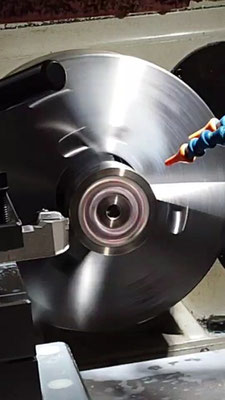
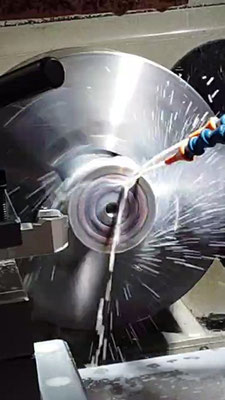
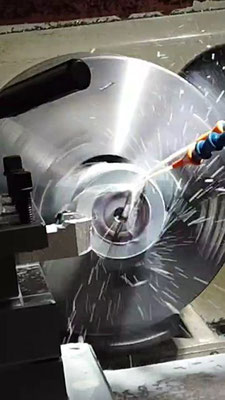
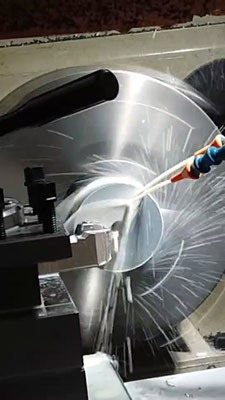


水冷及び真空の製品です。溶接部を平面に削るため溶接歪みは最小限に抑え、溶け込みは深くするという真逆の条件を同時に満たす溶接です。開先の形状や溶接条件、溶接順序など一つでも誤れば製品の完成はありません。